




The Dry Vacuum & Pressure Impregnation Process
The process used at Preco is what is known as Dry Vacuum and Pressure impregnation (DVP). This is one of three types of impregnation processes that are available, but it is certainly the most thorough and robust method used in the industry today. This method is best recommended for the aerospace & defense industries where sealing requirements are critical. This is the preferred method when parts are intricately designed, making them difficult to seal when using any of the other two methods of impregnation.
Preco's DVP impregnation process?
Our processs is completely PLC driven and there are three stages to our process. The first stage is the most crucial, where the individually packaged parts are loaded into a dry pressure vessel where a vacuum is applied. Traditionally, most impregnation houses will draw a vacuum to the minimum vacuum pressure set point specified by the US Military Specifications (Mil-STD-276A) which is 27" of mercury (23.4 Torr or 31mbar). Achieving a high vacuum is one of the most important factors in sealing porosity. Therefore, at Preco, our robust vacuum impregnation system will draw a much greater vacuum, up to 5 Torr, in order to insure a higher success rate when sealing our customer's critical components.
Concurrently, the sealant in the sealant reservoir tank is exposed to the vacuum to remove air and water from the sealant to maintain sealant stability and purity. Once our chamber has reached this critical vacuum set point, the sealant is transferred into the chamber, all the while, the vacuum is maintained. The vacuum is then released to draw the resin into the microscopic porosity and simultaneously applies 70-90 psi of pressure above the surface of the resin to push the resin even deeper into the pores. This pressure is held for a pre-determined time to allow the sealant to penetrate even deeper into the porosity. During this cycle, the system monitors and checks sealant levels to ensure proper sealant coverage during this process. The sealant is then transferred back to the storage reservoir and the parts are oscillated in a rotational motion to eliminate the excess resin on the surface, blind holes, and internal passages of the part(s).
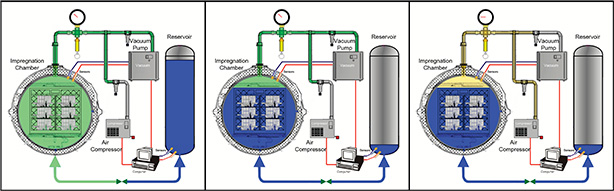
During the second stage, the payload is transferred to the wash/rinse module. In addition to a deluge wash, our system is equipped to provide a full immersion washing, allowing the wash water to fill the wash tank covering the payload. The wash water drains from the wash tank to the wash water storage tank, repeating as needed, to assure thorough rinsing of part(s). The part(s) are washed and rinsed in water with no additional surfactants or detergents. As the payload is rotated along the Z-axis, wash water deluges the part(s). During this process, the water levels are carefully monitored, ensuring the part(s) are thoroughly cleaned, leaving them free from unwanted sealant contamination in tapped holes, passages and grooves.
Upon completion of the wash/rinse cycle the payload transfers to the cure module where the third and final stage takes place. Once the cycle is initiated, the curing process begins. The temperature is strictly controlled by the PLC and maintained at 195°F +/-5°F during the cure cycle to assure proper temperature at all times to be able to initiate the crosslinking process, allowing the resin to cure. The payload is also rotated along the Z-axis as water deluges the part(s). Once complete, the sealed component(s), free from any contamination or damage from the impregnation process, are removed from the cure station and off loaded for stamping and final packaging.